Beyond optical inspection
With Dr. Schenk’s inspection and measurement solutions GlassInspect, SolarInspect and the several SolarMeasure options, the complete production of thin film solar modules can be covered - from the float glass line throughout the TCO coated glass substrates, layer deposition and laser scribing processes up to the final PV module. Specialized for each individual production step, defects and irregularities can reliably be detected thanks to specific optical set-ups and defect classifications of the systems. By correlating the optical measurement results with additional physical and electronic measurements, manufacturers will receive a complete picture of their production process.
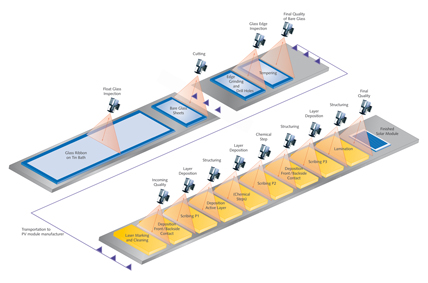
Optical inspection systems can be installed after each processing step of a thin film solar module - from the float glass line up to the final product.
###newpage###
Within the last year, thin film solar modules have experienced a rapidly growing market share. Compared to traditional silicon-wafer-based solar cells, thin film PV modules can be manufactured at a potentially lower cost per unit at high volume. Still, the production processes of thin film solar modules are complex. From the initial manufacturing of the glass panels to the final module, the products cycle through many production steps with several manufacturing parties being involved.
Each of the processing steps as well as transportation and temporary storage bears the risk of material defects that endanger the functionality and quality of the solar modules. In order to improve yields, only perfect material should be sent on to the next processing step, especially as some processes are very cost intensive. Inspection and measurement systems that can be installed inline after each process step detect critical defects and irregularities and improve the production process. Currently, the market offers a range of inspection and metrology systems for the control of individual manufacturing steps. However, the demand for solution providers that can offer the inspection of all involved processes out of one hand has been growing.
By correlating the results of optical inspection and electrical or physical measurements, an early feedback on the process steps becomes possible and global evaluation potentials for process optimization become revealed.
Dr. Schenk GmbH, specialist both in the thin film solar module inspection and since more than ten years in the inspection of float and sheet glass, can offer metrology systems specialized for each involved step: With "GlassInspect” for the inspection of float glass, and the pre-processed glass sheet substrates and "SolarInspect” for optical-based quality control during the individual processes of the thin film module. Several "SolarMeasure” products can deliver useful information about the production process. In the following we will explain, which material defects can occur in each of the individual production process and how the in-line solutions from Dr. Schenk are perfectly aligned to each of these steps and their quality demands.
###newpage###
Inspection needs at the glass manufacturing line
In the case of thin film PV modules, semiconductor layers are deposited onto a base material. Materials used as active semiconductors include Copper Indium Gallium Selenide ( CIGS), Cadmium Telluride (CdTe), amorphous Silicon (a-Si) or micromorphous/microcrystalline Silicon. The majority of the thin film modules currently use glass sheets as a base material onto which the conductive layers and further in-between layers are deposited. The glass should be without defects that could endanger the module quality or cause glass breakage. It is not surprising that the need for optical inspection should start at the glass manufacturer’s site.

Dr. Schenk manufactures metrology systems for the entire production line of thin film solar modules.
###newpage###
Quality control for solar glass does already start at the float line, where the liquid glass flows out from the furnace. The glass ribbon is then floating on top of a tin bath for getting a smooth surface and an accurate and constant thickness. Still as a ribbon, the glass is inspected and checked for local defects. In addition, optical and mechanical properties, such as thickness and mechanical stress in the glass, can be measured. Typical material defects of float glass, such as bubbles, inclusions, tin defects, stones or knot lines, have to be detected reliably in order to guarantee the requested quality for solar module production. Glass manufacturers therefore install optical in-line inspection systems, which report every defect in order to sort out bad material. Another advantage of in-line inspection is the possibility to draw insightful conclusions about the quality and stability of the glass manufacturing process. This early warning information enables to correct the process even before defective material is produced and will significantly help to raise the yield of the float glass line.
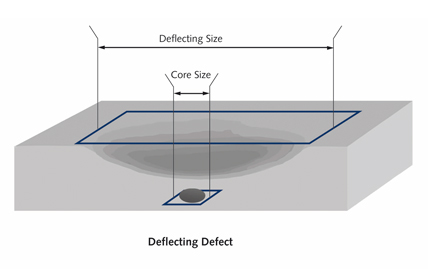
Glass defect with core size and deflecting image.
###newpage###
Having passed the inspection lines, the glass ribbon is now reaching the end of the float line. Here it is cut into rectangular sheets for further processing. Is the inspection system connected to the cutting unit, the exact position of defects can help to optimize the cutting and guarantees maximal output. Then the glass edges are grinded and holes for the solar module’s junction box are drilled into the glass. An inspection system installed after this processing step will have to be focusing on edge defects such as cracks and chips and in addition can perform several geometric measurements such as rectangularity, size or corner cut dimensions as well as monitoring of the drill hole position. In a potentially final tempering process, thermal treatments increase the strength, stability and hardness of the glass sheets. Before the glass sheet is now transported to the solar module manufacturer, it usually passes a final quality check. An inspection at this position serves primarily as a guarantee for the glass sheet processors to deliver best possible quality to their customers.
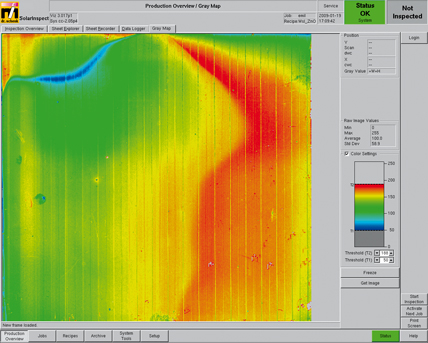
False color image delivered by Dr. Schenk’s layer thickness monitoring unit.
###newpage###
Incoming quality check of the glass substrates
Arriving at the solar module fab the glass sheets are stored, waiting for the line feed-in. Typically, after the feed-in by a robot the glass is laser marked and cleaned. Here, after the glass cleaner, is a good position for the incoming inspection of the glass. Freed from removable contaminations the glass can be inspected for intrinsic glass quality and damages from the transportation process especially appearing at edges and corners.
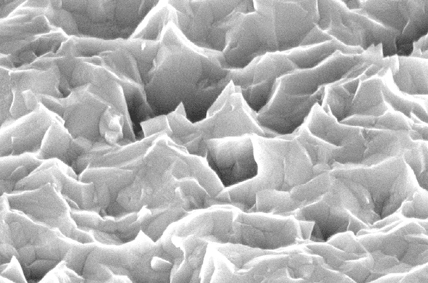
Dr. Schenk monitors the haze or light trapping effect.
###newpage###
Glass defects not detected before the sheets cycle through the further processing steps can disturb the laser scribing process. Since it is often advantageous to scribe the module’s separating lines by sending the laser through the glass, defects like bubbles or contaminations inside the glass will distort or break the laser scribe line. A special optical set-up of the inspection system enables to distinguish whether these glass defects are beneath the scribing line or in the cell area.
At the same time, a permanent potential root cause of trouble, the glass cleaning process can be monitored, looking for water droplets, tenside stains or brush scratches. The inspection system automatically sorts out damaged or low quality glass and alarms the operators when the cleaner’s performance does not fit the requirements.
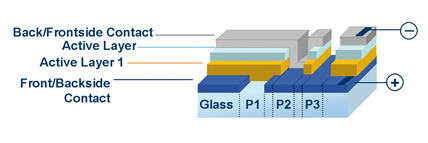
Example architecture schema of a thin film solar module.
###newpage###
Inspection of coating layers
In many cases, the glass substrates already arrive as coated panels from the glass manufacturer. Some module manu-facturers perform the coating themselves after the cleaning process. During this process the glass sheets are coated with a conductive layer like molybdenum or transparent conductive oxides (TCO). These coating layers serve as electrode for the thin film solar modules as they are highly conductive. In-line inspection systems like Dr. Schenk’s "SolarInspect” can check the quality of these layers for coating defects, like voids, burns, inclusions or scratches as well as for inhomogeneities. With optional metrology units like spectrometers and eddy current measurements, the layer thickness and sheet resistivity can additionally be monitored.
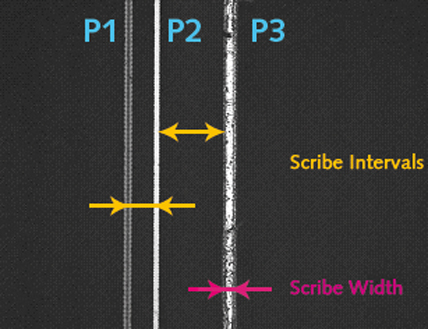
A matrix camera measures widths of, and distances between scribe lines.
###newpage###
Monitoring of the coating processes
A further useful option offered by Dr. Schenk is the monitoring of the haze of the coating layer. In order to increase the efficiency of thin film solar panels, specific layers of the panels receive a surface structure. Especially important to the TCO layer of a-Si PV modules, this layer roughness or haze will increase the light trapping effect. Manufacturers are aiming to keep this effect constant and at an optimized level throughout the production run in order to guarantee highest panel efficiency. Dr. Schenk‘s haze monitoring option has been developed in order to check the layer structure of incoming TCO coated glass delivered by the glass supplier as well as solar glass after the coating step at the fab. As soon as process deviations occur, the system reports a variation in the panels‘ haze intensity and operators can react fast to adjust production parameters.
Example of inspection solution for solar glass and modules.
###newpage###
Reliable detection of laser scribing defects
To attain economic viability at a fast process throughput (short cycle times) it is crucial to avoid scribing defects. In order to deliver final products with the highest possible electrical conversion efficiency, inline metrology systems that are specialized for the laser scribing processes are applied.
Scribe lines are written by a laser on the solar module’s conductive layers to separate the individual cells by removing a few hundred nanometers of the coating layers. Typically there are three different scribe line patterns, often referred to as P1, P2 and P3, which are created on the solar module during the production process. Since laser scribing is a rather complex process, this production step needs special attention for process control. With an inspection system like the "SolarInspect” offered by Dr. Schenk, the scribed material can be scanned for inhomogeneities that might be caused by fluctuating laser power. Is the scribe line cutting too deep into the material (overscribe), the underlying layers might be damaged, resulting in unconnected cells and efficiency loss of this panel area or the entire module. An underscribe, on the other hand, causes short circuits between cells.
Additionally, the geometry including distance of the scribe lines, form and parallelism of the laser scribes can be checked with specialized optical set-ups. As an optional addition to the standard inspection Dr. Schenk’s PV customers can therefore use a high resolution microscope station, which measures the width and distances of the scribe lines within a scribe group (see image). For the control of the P1 scribing process an insulation tester can additionally be installed. It measures the resistivity over the P1 scribe line. High resistivity is an indication for a clean and shunt free scribe line.
###newpage###
Quality control for the backside contacts and active layers
As described already above, the first coating layer (such as TCO or molybdenum) is already deposited to the glass substrate either at the glass manufacturing site or right after the cleaning. In the same way as the inspection system has checked this coating step for defects, stains or pinholes, also the active layers and backside contact layer and their scribes should be subject to quality control. At the same time the thickness and the homogeneity of coated layers can be monitored by Dr. Schenk’s metrology solutions. Missing or too thin coating areas can reduce or stop the electricity flow through the cell and lead to an unwanted reduction of the individual cell performance. Again, spectrometers and roughness monitors are used as optional upgrades that deliver detailed information about the production process.
Protective lamination and final quality check
Following the last scribing process, the thin film solar modules are passed on to a lamination unit. Here, the modules are finally laminated to protect the sensitive layers from external influences and weather impacts. During the lamination process, inclusions and bubbles can appear between the module and the lamination foil. For this stage Dr. Schenk offers a "SolarInspect” specializing on lamination defects. But not only cracks and particles are important to be detected. The system also performs a final control of the edge area, which is especially vulnerably to damaged lamination caused during the module handling (edge residue control). Bubbles under the lamination foil situated at the module edge can be more than critical since they could be a potential gate for water intrusion.
###newpage###

Lamination defects at the solar module’s edge area.
The inspection of the final lamination layer is usually also serving as a final quality check of the finished thin film solar module. The cosmetic appearance of the module is also a checked aspect during this inspection step.
For further information and to contact Dr. Schenk, please visit: www.drschenk.com
Pictures: Schenk
###newpage###
Inline Metrologielösungen für den gesamten Produktionsprozess von Dünnschicht Solarmodulen
In den letzten Monaten ist der Marktanteil an Dünnschichtsolarmodulen im Gesamt-PV-Segment rapide angestiegen. Trotz geringerer Produktionskosten verglichen mit Wafer-Silizium-Modulen ist der Herstellungsprozess für Dünnschichtmodule komplex. Angefangen von der Solarglasherstellung in der Floatlinie über das Beschichten mit TCO oder Molybdän, Scribingprozesse bis hin zu den verschiedenen Verarbeitungsschritten im Back-End der Linie birgt jeder der Prozessschritte potentielle Risiken für Material- und Verarbeitungsfehler. Diese können die Funktionalität und Qualität der Module erheblich beeinträchtigen. Für eine kosteneffektive Produktion und geringe Ausschussraten ist es vorteilhaft, Inline-Systeme für die optische Oberflächeninspektion und Messgeräte für die Prozessoptimierung einzusetzen.
Derzeit gibt es verschiedene Anbieter von Inspektions- oder Messlösungen für einzelne Prozessschritte. Die Dr. Schenk GmbH ist derzeit jedoch der einzige Anbieter, der für praktisch jeden Prozessschritt Metrologie-Lösungen aus einer Hand anbieten kann. Durch die dadurch ermöglichte Korrelation der Inspektions- und Messergebnissen aus den verschiedenen Prozessschritten erhalten die Hersteller ein Gesamtbild über die Modulqualität und den Produktionsprozess.
"GlassInspect" ist auf die Erkennung von Fehlern im Floatglas und im TCO- oder Molybdän beschichteten Solarglas spezialisiert. Werden Blasen oder Einschlüsse im Trägermaterial für Module nicht bereits vor Zuführung in die kostenintensive Weiterverarbeitung beim PV-Hersteller erkannt und vor der Lieferung fehlerhafte Glasscheiben aussortiert, können solche Unreinheiten später Folgedefekte wie z. B. Aussetzen oder Ablenkungen des Laserstrahls beim Scribing oder Fehlstellen in der Beschichtung verursachen. Nicht erkannte Kratzer oder Kantenausbrüche können sogar zum Bruch der Glasscheibe bei Transport oder Weiterverarbeitung führen.
###newpage###
Ist das Solarglas in der Solarfabrik angekommen, detektieren Dr. Schenk "SolarInspect"-Systeme Unregelmäßigkeiten und Materialfehler, die z.B. während dem Reinigungsprozess, der Aufbringung der leitenden Kontaktschichten oder bei Randentschichtung und Laminierung im Back-End auftreten. Insbesondere Beschichtungsfehlstellen können letztlich zu einem Funktionsausfall dieses Zellenbereiches führen, resultierend in einem geringeren Wirkungsgrad oder, im schlimmsten Fall, in der Unbrauchbarkeit des Moduls.
Für die Scribingprozesse P1, P2 und P3 (per Laserstrahl werden einzelne Zellen separiert) bieten die Systeme von Dr. Schenk Kontrollmechanismen zur Erkennung von Underscibes (Laserstrahl dringt nicht tief genug in leitende Zwischenschicht ein, ein Kurzschluss benachbarter Zellen ist die Folge) und Overscribes (Laserstrahl trennt zu tief und zerstört die darunterliegenden Schichten - Zellen sind nicht mehr miteinander verbunden und die Leitfähigkeit des Panel ist gestört).
Diverse "SolarMeasure" Optionen, z. B. Monitoring von Beschichtungsdicken oder Rauheit, Widerstands- und Kurzschlussmessungen am Panel, oder Messungen der korrekten Scribelinienstärken und -abstände alarmieren den Linienbetreiber, sobald die vorab gesetzten Produktionstoleranzen überschritten werden und Prozessschritte neu ausgerichtet werden müssen. Geometrische Messungen, wie z. B. Modulmaße, -winkligkeit oder Positionierung von Bohrungen für die Anschlussboxen können zusätzlich durchgeführt werden.
Kontakt:
Dr. Schenk GmbH, D-82152 Planegg
Tel. +49 89 856950, Fax +49 8985695200
www.drschenk.com