„Cool heating“: Milchverarbeitungsbetrieb nutzt Abwärme von Kältemaschinen zum effizienten Einsatz von Wärmepumpen für den Produktionsablauf
Statt Kälte zum Frischhalten und Wärme zum Pasteurisieren getrennt zu erzeugen, setzt Milchverarbeiter Robert Wiseman Dairies im Werk Manchester (Großbritannien) auf eine „Kälte-Wärme-Kopplung“ mit Wärmepumpen. Durch die Nutzung der Abwärme der Kältemaschinen, die den Wärmepumpen zur Verfügung gestellt wird, erzielt das Unternehmen nicht nur Energieeinsparung, sondern reduziert auch die CO2-Emissionen um mehr als 1100 t pro Jahr.

Die kombinierte Kälte- und Wärmezentrale des RWD-Werks Manchester vermeidet Wärmeverluste insbesondere durch die Nutzung der Abwärme der Kältemaschinen. Zudem senkt die Anlage die Betriebskosten sowie die CO2-Emissionen in hohem Maß.
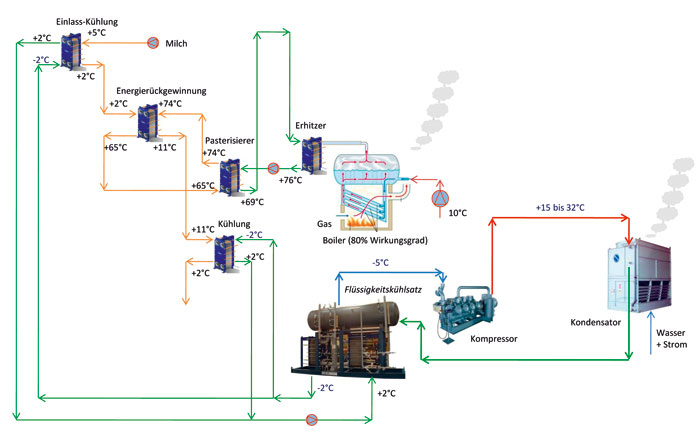
Die Abwärme am Kondensator (rechts im Bild) und der Gasverbrauch des Dampferzeugers luden geradezu ein, Verbesserungspotenzial zu suchen.
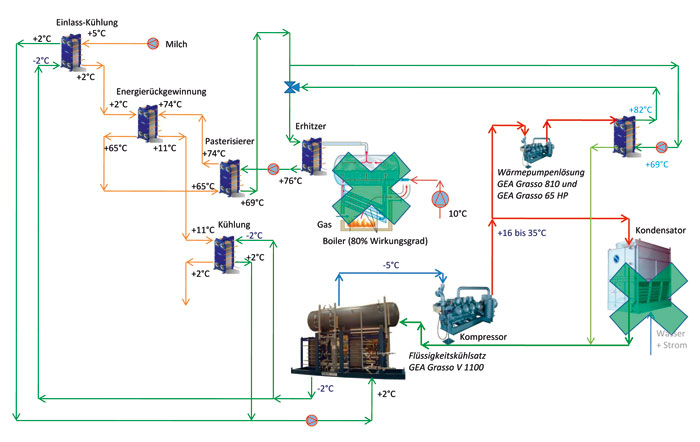
„Cool heating“: Durch das Koppeln von Kälteanlage und Wärmepumpe werden Kälte und Wärme zeitgleich effizient bereitgestellt, Dampferzeuger (Boiler) und Kondensator sind für den Regelbetrieb nicht erforderlich.

Basierend auf sechs GEA-Maschinen wird Kälte bei -2°C und Wärme bei 80°C bereitgestellt.
Mit etwa einem Drittel Marktanteil ist Robert Wiseman Dairies (RWD) der größte Anbieter von Frischmilch auf dem britischen Markt. In allen sechs Werken und 14 Verteilzentren des Unternehmens ist Kühlung essenziell, um das Nahrungsmittel frisch zu halten und die Produktionsqualität für alle Produktvariationen zu bewahren. Zugleich wird während der Verarbeitung Wärme benötigt, um die Milch zu pasteurisieren.
Die für das Bereitstellen der Nutzenergie erforderlichen Anlagen zu optimieren, ist bei RWD Programm. Dabei nehmen Klima- und Umweltschutz einen hohen Stellenwert ein. Und selbst wenn es seitens der Gesetzgebung nicht erforderlich sein sollte, möchte RWD bis zum Jahr 2030 sämtliche synthetischen Kältemittel aus seinen Werken verbannen und auf natürliche Kältemittel umsteigen. Zudem ist geplant, schon bis 2015 den Gasverbrauch um 30% und den Strombedarf um ein Viertel zu senken (im Vergleich zu den Verbrauchsdaten für 2009 bzw. 2010).
Für das Erreichen dieser Ziele bringt RWD die Bereitschaft mit, ungewöhnliche Wege zu beschreiten – so auch in dem Werk bei Manchester: Aus einem Projekt, das zunächst dem Ersatz des Kältemittels R22 dienen sollte, entstand eine hoch effiziente und klimaschonende Lösung zur zeitgleichen Bereitstellung von Kälte und Wärme.
Von R 22 hin zu Ammoniak
Früher arbeiteten im Werk Manchester drei Chiller mit zusammen 2500 kW maximaler Kälteleistung, in denen das besagte Kältemittel R22 verwendet wurde. Sie kühlten die Milch mithilfe eines auf -2°C Vorlauf ausgelegten Glykol-Wasser-Kreislaufs auf die Zieltemperatur von 2°C. Um das für sein hohes Ozonabbaupotenzial bekannte R22 zu ersetzen, standen zwei Wege offen: Die Umrüstung der Bestandsanlage auf ein anderes Kältemittel oder der Ersatz der Anlage durch eine Lösung mit Ammoniak (NH3) als Kältemittel. Letzteres erwies sich aus technischer Sicht und bezüglich der Energieeffizienz als die überlegene Lösung, sie hätte aber erheblich höhere Investitionen erfordert. Da RWD die Investitionen in Energiesparmaßnahmen auch bezüglich der Amortisationszeit bewertet, schien die Ammoniak-Lösung zunächst weniger attraktiv – der Return on Investment wäre erst nach über zehn Jahren eingetreten.
Erheblich an Reiz gewann die NH3-Variante durch einen ganzheitlichen Ansatz der GEA Refrigeration Technologies. Hierbei wurde die Kälteerzeugung nicht isoliert betrachtet, sondern Prozess- und Abwärme in die Überlegungen einbezogen. Ein Blick auf die Ausgangssituation verdeutlicht das Potenzial:
Vom Wareneingang an wird Milch auf 2°C temperiert, nur in den Pasteurisier-Anlagen wird sie in kurzer Zeit erhitzt und anschließend binnen Sekunden auf 2°C heruntergekühlt. Als Wärmequelle für die Pasteurisierer setzte RWD für die Milchlinien und Sahneproduktion einen gasbetriebenen, zentralen Dampferzeuger ein, der einen Wasserkreislauf auf etwa 76°C temperierte – ausreichend, um die Milch auf die erforderlichen 74°C zu erhitzen.
Energierückgewinnung
Um die Wärme des Produkts beim Austritt aus dem Pasteurisierer sinnvoll zu nutzen, war bereits eine Energierückgewinnung installiert, die auch in der neuen Lösung Anwendung findet: Die aus der Anlage strömende warme Milch übergibt dort ihre thermische Energie in einem Wärmeübertrager an die kalte Milch, die in den Pasteurisierer hineinfließt. So lässt sich die kühle Milch auf etwa 65°C vorwärmen bzw. die bereits erhitzte auf 11°C kühlen, was die Differenz zur Zieltemperatur minimiert und zu einer hohen Energieeinsparung führt.
Der bei der Energierückgewinnung erreichte Wirkungsgrad beträgt bis etwa 90%, sodass etwas Wärme zusätzlich – hier durch den zentralen Dampferzeuger – zugeführt wurde. Dieser Wärmanteil musste durch die Kälteanlage nach dem Pasteurisieren wieder entzogen und über einen Kondensator an die Außenluft abgeführt werden. Die Abwärme fiel bei etwa 32°C an, weswegen sie nicht ausreichte, um die bereits in der Energierückgewinnung vorgewärmte Milch weiter zu erhitzen. Auch für andere Zwecke ließ sich dieses Temperaturniveau im RWD-Werk nicht sinnvoll einsetzen, da typischerweise ganzjährig ein hoher Kühlbedarf im Werk besteht.
###newpage###
Wärmepumpen statt Dampferzeuger
Bei dem von RWD nun umgesetzten Konzept wurden mit der Erneuerung der Kältetechnik zugleich Wärmepumpen installiert, welche die Temperatur der Abwärme auf ein Niveau von etwa 80°C heben und so den Dampferzeuger als Wärmequelle ablösen können. Vermutlich ist diese Installation die weltweit erste in der Milchbranche, mit mehrstufigen Ammoniak-Wärmepumpen mit Kolbenkompressoren, die bei derart hohen Temperaturen arbeiten.
Die heutige Lösung besteht aus einer dreistufigen Kaskade, deren erste Stufe drei drehzahlgeregelte Kältemaschinen „GEA Grasso V 1100“ umfasst, die zweite einen Kompressor „GEA Grasso 810“ und die dritte zwei Wärmepumpen „GEA Grasso 65HP“. Alle arbeiten mit dem Kältemittel Ammoniak und sind Kolbenmaschinen. Die 1100er kühlen den Glykol-Wasser-Kreislauf bei einer Verdampfungstemperatur von -5°C, auf der Verdichterseite wird eine Temperatur von Tc = 16°C bis 35°C erreicht. Dies entspricht der T0 des „Grasso 810“, der die Temperatur auf 43°C anhebt, die nachfolgenden Wärmepumpen steigern das Temperaturniveau schließlich von 43 auf 80°C. Auf diese Weise wird die erforderliche Temperatur der Pasteurisieranlagen sogar um einige Grad übertroffen. Für die passende Zieltemperatur am jeweiligen Pasteurisierer sind genau regelnde Mischventile installiert, die durch Zumischen von kühlerem Wasser exakt die geforderten 76°C am Anlageneingang herstellen.
Nutzung aller Wärmequellen
Die Wärmepumpen nutzen bei der heutigen Lösung nicht nur die Abwärme der Kältemaschinen, sondern die gesamte Abwärme, die im Betrieb entsteht, angefangen bei der Wärmeabgabe der Verdichter bis hin zur Abwärme von den Ventilatoren und Pumpen. Die Gesamtwärmeleistung der Ammoniak-Anlagen von etwa 1 MW genügt nicht nur für die Pasteurisierung, sondern kann auch die „Clean-in-Place“-Anlagen, die Sterilisation und weitere Wärmesenken bedienen. Der gasbetriebene Dampferzeuger ist somit überflüssig und steht ab jetzt als Redundanzanlage bereit.
Wirtschaftlickkeit
Die ersten Betriebswochen haben belegt, dass die gewählte Lösung umweltfreundlich und wirtschaftlich ist. In einer Augustwoche kurz nach Inbetriebnahme hat die Wärmepumpenanlage parallel zum Gaskessel gearbeitet und den Gasverbrauch bereits halbiert. Dabei waren die Wärmepumpen nur zum Teil ausgelastet. Trotz der elektrischen Leistungsaufnahme der zweistufigen Wärmepumpen fiel der Stromverbrauch für Wärme- und Kältebereitstellung zusammen um etwa ein Fünftel niedriger aus als die früher eingesetzte Strommenge für das Kühlen. Dazu kommen die Ersparnisse für Frischwasser im Kondensator und bei der Dampferzeugung. Die Ersparnisse wurden anhand eines Vergleichs mit einer Woche aus dem August 2009 mit ähnlichen Produktionswerten errechnet.
Fazit
RWD plant, den Wärmebedarf künftig ausschließlich durch die Wärmepumpenlösung decken zu lassen. Die Effizienz dieser Anlagenkombination zeigt sich bereits in den Verbrauchswerten: Waren früher 125 kW erforderlich, um mit dem gasbetriebenen Dampferzeuger 100 kW Nutzwärme zu erzeugen, begnügt sich die Wärmepumpenlösung mit weniger als 20 kW elektrischer Leistung. Mit der Energieeinsparung geht zudem eine Reduktion der CO2-Emissionen um mehr als 1100 t pro Jahr ein. Auch der Einsatz des Luft-Kondensators, der die Abwärme an die Umgebung abgibt, wird nun selten notwendig sein, denn nun kann die Wärme – abgesehen von geringen Transportverlusten im Netz – vollständig der Produktion zugute kommen.
Aufgrund der deutlich verringerten Kosten für Strom, Gas und Wasser überzeugt die neue Kälte-Wärme-Kopplung auch wirtschaftlich. Mit der Umsetzung des Projekts „Cool Heating“ ist RWD den selbst gesetzten Klima- und Umweltschutzzielen einen großen Schritt näher gekommen.
Autor: Robert Unsworth, Mechanical Engineer und Sales Manager bei GEA Grenco Ltd., Sittingbourne (GB)
www.gearefrigeration.com