
| Ausgabe 4/2000, Seite 4 f. |
Praxis
Die Autogenflamme - universelles Werkzeug für den Metallhandwerker
Teil 5: Flammlöten, allgemeine Hinweise
Günter Aichele
In der Vorstellung der Laien ist Schweißen und Löten beinahe dasselbe. Das hat seinen Grund darin, dass zum Löten (mindestens bei einem der vielen möglichen Lötverfahren) derselbe Autogenbrenner benutzt werden kann wie zum Schweißen.
Dabei bestehen jedoch erhebliche Unterschiede zwischen Schweißen und Löten:
- Schweißen ist (nach DIN 1910) das Vereinigen von Werkstoffen in der Schweißzone unter Anwendung von Wärme und/oder Kraft mit oder ohne Schweißzusatz. Es kann durch Schweißhilfsstoffe, z.B. Schutzgase, Schweißpulver oder Pasten, ermöglicht oder erleichtert werden.
- Löten ist (nach DIN 8505) ein thermisches Verfahren zum stoffschlüssigen Fügen und Beschichten von Werkstoffen, wobei eine flüssige Phase durch Schmelzen eines Lotes (Schmelzlöten) oder durch Diffusion an den Grenzflächen (Diffusionslöten) entsteht. Die Solidustemperatur der Grundwerkstoffe wird nicht erreicht.
Will man es für den Handwerksgebrauch einfacher sagen, dann wird beim Löten ein Zusatzmetall (Lot) verwendet, dessen Schmelztemperatur unterhalb derjenigen der Grundwerkstoffe liegt. Die Lötflächen werden durch das flüssige Lot benetzt, ohne selbst anzuschmelzen. Oxidhäute auf der Werkstückoberfläche würden die Benetzung verhindern und müssen deshalb durch Flussmittel beseitigt werden.
"Hart" oder "weich" - eine Fülle von Lötverfahren
Betrachtet man nur das "Hartlöten", zu welchem Lote mit einer Schmelztemperatur oberhalb 450°C verwendet werden (die Arbeit mit tiefer schmelzenden Loten ist als "Weichlöten" definiert), dann kennt man mindestens zwölf verschiedene Verfahren nach der Art des Energieträgers. Die Autogenflamme ist nur eines davon. Daneben gibt es beispielsweise das Löten im Ofen in verschiedenen Varianten mit unterschiedlicher Beheizung, das Löten mit dem elektrischen Strom oder das Löten mit Strahlen - vom Lichtstrahl bis zum Elektronenstrahl.
Bild 1: Spaltlöten (Lötspalt bis 0,5mm) und Fugenlöten (Lötspalt größer als 0,5mm).
Flammlöten, ein Verfahren der Autogentechnik
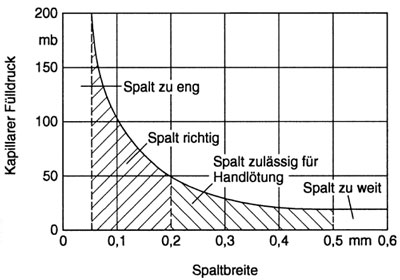
Das Flammlöten nutzt als Wärmequelle die Brenngas-Sauerstoff- oder Brenngas-Luft-Flamme. Es kann sowohl zum Spaltlöten (Füllung des Lötspaltes vorwiegend durch kapillaren Fülldruck, Spaltbreiten 0,05 bis 0,2 mm, in Sonderfällen bis 0,5 mm) wie auch zum Fugenlöten (mit größerem Abstand der zu verbindenden Oberflächen, evtl. mit ausgearbeiteter V-förmiger Lötfuge, Füllung vorwiegend mit Hilfe der Schwerkraft) eingesetzt werden (Bild 1). Beim Spaltlöten spricht der Praktiker auch davon, dass das Lot im Lötspalt "verschießt" (Bild 2) und dabei die Schwerkraft überwindet. In der industriellen Fertigung wird das Spaltlöten mit der Flamme auch vollmechanisiert an Lötautomaten und Lötstraßen eingesetzt, während das Fugenlöten der manuellen Arbeitsweise und vorwiegend dem handwerklichen Bereich vorbehalten ist. Als Handwerkszeug dienen die gleichen Schweißwerkzeuge wie für das Gasschweißen. Oft kann der normale "Schweißeinsatz" verwendet werden. Bei anspruchsvolleren Spaltlöt-Aufgaben wird man spezielle "Löt- und Anwärmeinsätze" verwenden.
Bild 2: Kapillarer Fülldruck beim Spaltlöten, abhängig von der Spaltbreite.
Die Flamme wird meist neutral eingestellt. Es wird zunächst der Grundwerkstoff an der Lötstelle auf Arbeitstemperatur angewärmt, dann das Lot zugeführt. Die Flamme soll nicht direkt auf die mit Flussmittel versehene Lötstelle gerichtet sein, da sonst das Flussmittel geschädigt werden könnte.
Die einzelnen Arbeitsschritte sehen in der Regel so aus:
- Werkstücke im Lötbereich reinigen,
- Werkstücke mit dem vorgeschriebenen Lötspalt fixieren,
- Lötstelle mit Flussmittel versehen, damit die Oxide gelöst werden können und ihre Neubildung verhindert wird,
- Lötstelle auf Arbeitstemperatur erwärmen,
- Lot der Lötstelle zuführen und abschmelzen lassen, bis der Lötspalt gefüllt ist.
Abweichungen von diesen Schritten können sich je nach Art der Flussmittel ergeben, wenn z.B. flussmittelumhüllte Lotstäbe verwendet werden. Das Lot kann auch - je nach Arbeitsweise - eingelegt sein.
| Bild 3: Bei der Fertigung von Autogengeräten wird das Flammlöten eingesetzt, hier mit einem "Gabelbrenner". Die Brennerrohre aus Kupfer sind biegbar zur Anpassung an die Lötaufgabe und besitzen angehämmerte Mundstücke. Andere Bauarten haben auswechselbare Wärmdüsen mit flächenförmigem Flammenaustritt. Foto: Messer Griesheim Welding and Cutting AG |

Arbeitsweise beim Spalt- und Fugenlöten
Beim Spaltlöten wird das flüssige Lot durch Kapillarkräfte regelrecht in den Spalt "gesaugt", sobald das Werkstück die Arbeitstemperatur erreicht hat. Deshalb ist es erforderlich, eine größere Fläche des Werkstückes entlang dem Lötspalt möglichst gleichmäßig auf Arbeitstemperatur zu erwärmen, damit das Lot den Spalt füllen kann. Eine Überhitzung an der Ansetzstelle des Lotes muss vermieden werden - deshalb sind beim Spaltlöten spezielle Löteinsätze (mit Mehrlochdüsen) oder Sonderbrenner (Bild 3) vorteilhaft, welche die Wärme gleichmäßig auf einen breiteren Bereich verteilen. Der besseren Wärmeverteilung und der Vermeidung örtlicher Überhitzung dient auch das lebhafte Bewegen der Flamme über der Lötstelle.
Ganz anders das Fugenlöten: es ist in seiner Arbeitsweise dem Gasschweißen ähnlich. Die Lötfugen werden Schritt für Schritt mit Teilmengen des Lotes gefüllt. Dabei strebt man eine steile Temperaturverteilung im Werkstück an: Die heiße Flamme wird ruhig gehalten oder nur wenig bewegt.
Temperaturen beim Flammlöten
Lötverbindungen können durch Stoffschluss die gleiche oder sogar eine höhere Festigkeit wie der Grundwerkstoff erreichen, wenn die Arbeitsregeln eingehalten werden. Dazu gehört auch die Beachtung der vorgeschriebenen Temperaturen.
Die Arbeitstemperatur ist die niedrigste Oberflächentemperatur des Werkstückes an der Lötstelle, bei der das Lot benetzen, sich ausbreiten und am Grundwerkstoff binden kann. Wird die maximale Arbeitstemperatur (Löttemperatur) überschritten, dann kann es zur Verdampfung von Legierungsbestandteilen eines Lotes, zu Schäden am Flussmittel oder zu Schäden - beispielsweise Grobkornbildung - am Grundwerkstoff kommen.
Jedes Flussmittel hat einen bestimmten Bereich, die Wirktemperatur, in dem es das Benetzen des Werkstückes durch flüssiges Lot ermöglicht oder begünstigt. Die Wirksamkeit des Flussmittels sollte unterhalb der Arbeitstemperatur des Lotes einsetzen ("untere Wirktemperatur") und über die Arbeitstemperatur hinausreichen ("obere Wirktemperatur").
Zu der Frage, wie lange ein Flammlötvorgang dauern darf, gibt es eine Empfehlung: nicht länger als drei Minuten. Wird das Werkstück nämlich länger an der Luft erwärmt, dann sättigt sich das Flussmittel mit Oxiden und wird zu einem dunklen Belag, der nur durch vollständiges Entfernen (auch der Lot- und Flussmittelrückstände) und erneutes Reinigen der Lötstelle beseitigt werden kann. Das Abkühlen soll vibrationsfrei erfolgen, um den Kristallisationsprozess nicht zu stören.
Bei der Vorbereitung der Werkstücke zum Flammlöten ist darauf zu achten, dass keine Querriefen - bei runden Teilen beispielsweise Dreh- oder Schmirgelriefen - den Fließweg des Lotes stören oder behindern. Riefen längs zur Fließrichtung des Lotes dagegen können sogar hilfreich sein. Verengt sich der Spalt in Richtung des Lotflusses, dann erhöht sich der kapillare Fülldruck, je weiter das Lot fortschreitet: es wird in den Lötspalt hineingesaugt. Umgekehrt kommt bei breiter werdendem Spalt das Fließen des Lotes zum Stillstand (Bild 4).
Bild 4: Spaltquerschnitte in Fließrichtung des Lotes.
L = eingelegter Lotdraht.
a) sich erweiternd: ungünstig
b) gleichbleibend: günstig
c) sich verengend: sehr günstig
Nachlöten zwecklos
Das Hartlöten ist eine Verbindung, bei der sich das Lot oberflächig mit dem Werkstück legiert. Ist das Lot wegen zu geringer Vorwärmung nicht richtig durchgelaufen, dann hilft auch ein nachträgliches Erwärmen der Lötstelle nicht mehr, um das Lot vollends durchlaufen zu lassen. Wird weitere Wärme zugeführt, dann tritt nur ein in die Tiefe gehendes Legieren des Lotes mit dem Werkstück ein, ohne dass es in den Lötspalt schießt.
© Alle Rechte beim Verlag