
IKZ-HAUSTECHNIK, Ausgabe 10/2004, Seite 44 ff.
Ölbrennwerttechnik und schwefelarmes Heizöl EL
Dipl.-Ing. oec. Lambert Lucks*
Mittlerweile werden für die Ölbrennwerttechnik von 30 verschiedenen Anbietern Geräte- und Systemlösungen für nahezu alle Leistungsbereiche und Anwendungsfälle angeboten. Ebenso wurde mit der Überarbeitung der Anforderungsnorm für Heizöl EL, der DIN 51603-1, im September 2003 das schwefelarme Heizöl EL als weitere Brennstoffqualität insbesondere für die Ölbrennwerttechnik eingeführt. Im folgenden Beitrag wird die energetische Effizienz und ein zusammenfassender Überblick zur Ölbrennwerttechnik dargestellt sowie das neue Produkt schwefelarmes Heizöl in seinen anwendungstechnischen Eigenschaften erläutert.
Ein immer noch währendes Hemmnis für die Ölbrennwerttechnik ist die weit verbreitete Auffassung, dass diese nicht die gleiche energetische Effizienz aufweist, wie die schon lange akzeptierte und eingeführte Gasbrennwerttechnik. Dies sei an einem real geführten Telefonat mit einem Ingenieur eines Planungsbüros beispielhaft erläutert. Für eine Heizzentrale eines Nahwärmenetzes war die Umstellung von Heizöl auf Erdgas geplant, da die durchschnittlichen Rücklauftemperaturen von ca. 50°C zumindest eine Brennwertnutzung mit Erdgas und somit einen höheren Nutzungsgrad versprachen. Um im Verlauf des Telefonates nicht immerwährend mit maximalen Nutzungsgraden zu argumentieren, wurde die hypothetische Frage gestellt, wie hoch die Verluste bei einer Abgastemperatur von z.B. 55°C und einer gerade beginnenden Kondensation bei Erdgas wären. Nach einigen abwägenden Überlegungen und der als sehr gering zu erachtenden Kondensationsrate entschied sich der Anrufer für einen theoretischen Verlust von ca. 10%. Auf die Frage hin, wie hoch dann bei einer Abgastemperatur von 55°C der Verlust für ein Ölbrennwertgerät zu beziffern wäre, entschied sich der Anrufer für einen Verlust in Höhe von ca. 6 -7%. Auf die abschließende Frage, was denn nun eigentlich vorteilhafter sei: 7 oder 10% Verlust, entgegnete der Anrufer spontan natürlich 7% - Ultimo ratio ist somit das Ölbrennwertgerät effizienter.
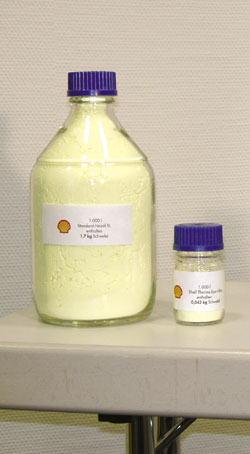
| Heizöl im Vergleich: Die Flasche links zeigt die Menge an Schwefel, die maximal in 1000 Liter Standardheizöl (2000 ppm) enthalten sein darf. In dem Fläschchen daneben befindet sich die zulässige Menge bei schwefelarmer Qualität (50 ppm). |
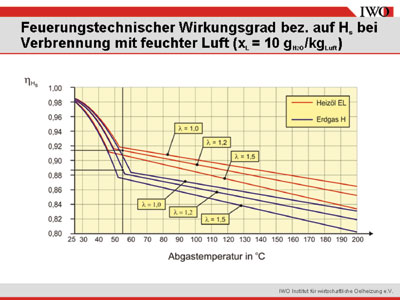
Stellt man sinnvollerweise den feuerungstechnischen Wirkungsgrad bezogen auf den Brennwert der Energieträger dar, so zeigt sich für diesen speziellen Fall sogar, dass ein Ölbrennwertgerät ohne Kondensation bei einer Abgastemperatur von 55°C energetisch effizienter ist als das Gasbrennwertgerät mit beginnender Kondensation.
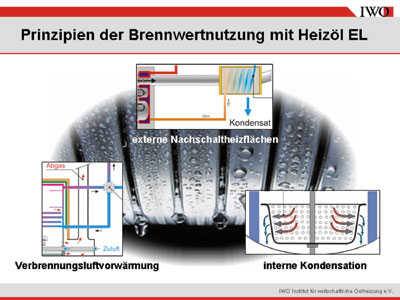
Für die Ölbrennwerttechnik kann man prinzipiell drei Ausführungsformen unterscheiden:
(1) Bei Ölbrennwertgeräten mit Verbrennungsluftvorwärmung erfolgt die Brennwertnutzung in einem Luft-Abgas-Wärmeübertrager und/oder einem koaxialen Abgassystem. Diese Geräte zeichnen sich dadurch aus, dass die Brennwertnutzung relativ unabhängig von den Vor- und Rücklauftemperaturen der Wärmeverteilung sind. Dieses Prinzip eignet sich daher insbesondere für den Bereich der Modernisierung, bei dem auf die System- bzw. Rücklauftemperaturen nur geringfügig Einfluss genommen werden kann. Das Maß der Brennwertnutzung wird im Wesentlichen z. B. durch die Länge des Abgasweges und die zugeführte Verbrennungslufttemperatur bestimmt.
(2) Nachgeschaltete Wärmeübertrager ermöglichen die Brennwertnutzung in Kombination mit Niedertemperaturgeräten, was z. B. bei Heizkesseln auch nachträglich (üblicherweise bei großer Nennwärmeleistung) eine energetische Optimierung ermöglicht. Ebenfalls werden auch Geräte mit integriertem nachgeschalteten Wärmeübertrager angeboten, wobei hier den höheren werkstoffspezifischen Ansprüchen für den Bereich des Kondensatanfalls entsprochen werden muss. Die Brennwertnutzung wird hierbei im Wesentlichen von den Rücklauftemperaturen der Wärmeverteilung und der hydraulischen Einbindung bestimmt.
(3) Die Brennwertnutzung mit einer im Heizgerät herbeigeführten Kondensation stellte bislang hohe Anforderungen an die Korrosionsbeständigkeit der verwendeten Werkstoffe und die konstruktiv großzügige Gestaltung der Wärmeübertragungsflächen. Für eine seitens der Gerätehersteller angestrebte kompakte Bauform und für die durch die Energieeinsparungsverordnung (EnEV) zunehmend erforderliche raumluftunabhängige Betriebsweise stieß diese Entwicklung mit der in der Vergangenheit verfügbaren Heizölqualität hinsichtlich des im Brennstoff enthaltenen Schwefelgehaltes an technologische Grenzen.
In dem im Jahre 2002 abgeschlossenen DGMK-Forschungsprojekt1 "Ermittlung eines technisch begründeten Grenzwertes für Schwefelgehalte im Heizöl EL zur Förderung des Einsatzes von Brennwerttechnologie in Ölheizungsanlagen", wird für die Entwicklung neuer und kompakter Ölbrennwertgeräte ein maximaler Schwefelgehalt im Heizöl EL von 50 mg/kg als notwendig erachtet. Die Untersuchungen zeigten, dass für diesen Schwefelgehalt die Kondensate aus Ölbrennwertgeräten in ihren Eigenschaften hinsichtlich der Anforderungen an die Korrosionsbeständigkeit der Werkstoffe und der Zusammensetzung des Kondensates mit denen aus Gasbrennwertgeräten vergleichbar sind.
Im weiteren Verlauf wurden in Zusammenarbeit mit Geräteherstellern und Unternehmen der Mineralölwirtschaft weitere umfangreiche Untersuchungen hinsichtlich der Betriebstauglichkeit einer schwefelarmen Heizölqualität durchgeführt, die dann zu der im September 2003 erschienenen überarbeiteten Anforderungsnorm für Heizöl EL, der DIN 51603-1, führten. Erstmalig werden seitdem in Deutschland zwei Heizölsorten unterschieden:
- Heizöl EL-1-Standard mit einem Schwefelgehalt über 50 mg/kg bis 2000 mg/kg und
- Heizöl EL-1-schwefelarm mit einem Schwefelgehalt von max. 50 mg/kg.
Dies bedeutet für ein schwefelarmes Heizöl EL hinsichtlich des Schwefelgehaltes eine Absenkung um den Faktor 40 gegenüber dem Standard-Heizöl EL. Für die Betriebssicherheit der Ölbrennerpumpen mit schwefelarmem Heizöl EL wurde erstmalig die Mindestschmierfähigkeit des Brennstoffs analog zum Dieselkraftstoff definiert. Von besonderer Bedeutung ist die zunächst vorgesehene Anwendungseinschränkung, dass schwefelarmes Heizöl nur für den Einsatz in solchen Brenner-Systemen geeignet ist, für die eine entsprechende Freigabe der Brennerhersteller vorliegt.
Unter den so geschaffenen Voraussetzungen konnten die Anforderungen an die Kondensatbehandlung für Ölbrennwertgeräte bei dem Betrieb mit schwefelarmem Heizöl denen mit Erdgas-Brennwertgeräten im ATV-Arbeitsblatt A-251 im September 2003 gleichgestellt werden.
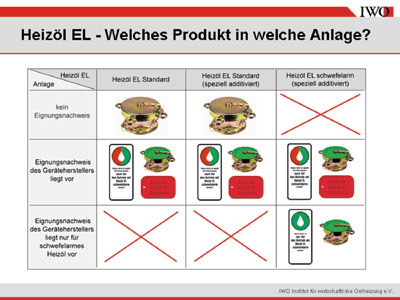
Mit Bezug auf die Anwendungseinschränkung der Gerätehersteller einerseits und der Ausschließlichkeit andererseits, in bestimmten Anlagen nach Vorgabe des Herstellers oder nach Vorgabe lokaler Abwasserregelungen allein schwefelarmes Heizöl einzusetzen, wurde eine differenzierte Kennzeichnung erforderlich. So werden die Heizgeräte mit einem Aufkleber und die jeweils zugehörige Tankanlage mit einem entsprechenden Tankverschluss gekennzeichnet.

Analog zur Markteinführung bleifreier Kraftstoffe wird wie folgt unterschieden:
- Gerät darf nicht mit schwefelarmem Heizöl betrieben werden (keine Kennzeichnung),
- Gerät darf auch mit schwefelarmem Heizöl betrieben werden (rot-grün),
- Gerät darf nur mit schwefelarmem Heizöl betrieben werden (grün).
In weiteren und zum Teil noch andauernden Langzeitprüfungen wurden die Betriebseigenschaften schwefelarmen Heizöls für die Niedertemperatur und die Ölbrennwerttechnik untersucht. Für die Ölbrennwerttechnik kann festgestellt werden, dass der Betrieb mit Heizöl EL schwefelarm eine:
- kompakte Bauform,
- geringere werkstoffspezifische Anforderungen,
- eine mit Erdgas vergleichbare Kondensatqualität,
- einen dauerhaft geringen Abgasverlust und somit eine hohe energetische Effizienz der Heiztechnik ermöglicht.
Diese Vorteile des schwefelarmen Heizöls lassen sich auch auf die Anwendung in der Niedertemperaturtechnik übertragen. Hier konnte in Vergleichsuntersuchungen nachgewiesen werden, dass der Betrieb mit schwefelarmem Heizöl EL zu deutlich weniger bis gar keinen Niedertemperaturkorrosionsprodukten führt. Ebenso ermöglicht sich eine Energieeinsparung durch die geringere Verschmutzung der Wärmeübertrager, daraus resultiert auch bei dieser Technik ein dauerhaft niedrigerer Abgasverlust.
*) Dipl.-Ing. oec. Lambert Lucks, Leiter Technik im Institut für wirtschaftliche Oelheizung e. V., Hamburg.
1 Deutsche Wissenschaftliche Gesellschaft für Erdöl, Erdgas und Kohle e. V., DGMK Forschungsbericht 601, Hamburg, April 2002.
[Zurück] [Übersicht] [www.ikz.de]