
| Ausgabe 8/2001, Seite 8 ff. |
Praxis
Weich- und Hartlöten im Sanitär- und Heizungsbau
Hartmut Schmoor*
Weich- und Hartlöten sind die klassischen Verbindungstechniken für Kupferrohre. Die Auswahl und der Einsatz von Loten erfolgen nach dem jeweiligen Anwendungsfall und den zu verbindenden Grundwerkstoffen von Rohr und Fitting. Der folgende Beitrag befasst sich mit den einzusetzenden Loten sowie den einzuhaltenden Arbeitsschritten beim fachgerechten Weich- und Hartlöten von Kupferrohren.
Verbindungstechnik Löten
Löten ist definiert als ein thermisches Fügeverfahren zum stoffschlüssigen Verbinden von vornehmlich metallischen Werkstoffen. Der wesentliche Unterschied zum Schmelzschweißen besteht darin, dass beim Löten die Grundwerkstoffe nicht aufgeschmolzen werden. Durch Löten werden also zwei oder mehrere Werkstücke mit Lot und Flussmittel unter Verwendung von Wärme dauerhaft fest verbunden. Bei richtiger Arbeitsweise werden die Grundwerkstoffe vom Lot benetzt. Das Lot breitet sich aus und verbindet. Es können alle Metalle (wie Kupfer und Kupferlegierungen, Nickel und Eisenwerkstoffe) gelötet werden.
| Bild 1: Unterschied zwischen Weich- und Hartlöten. |
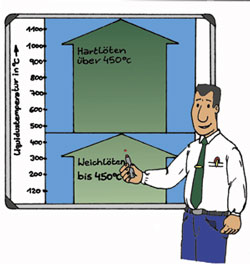
Der Unterschied zwischen Weich- und Hartlöten wird über die sogenannte Liquidustemperatur** der Lote definiert. Liegt diese Liquidustemperatur unterhalb von 450°C, handelt es sich um Weichlöten; liegt die Liquidustemperatur über 450°C handelt es sich um Hartlöten (Bild1).
Tabelle 1: Weichlote nach DIN EN 29453 für die Kupferrohrinstallation
Weichlot | Sn | Cu | Ag | Schmelzbereich [°C] |
S-Sn97Cu3 | 96,5 - 97,5 | 2,5 - 3,5 | - | 230 - 250 |
S-Sn97Ag3 | 96,5 - 97 | - | 3,0 - 3,5 | 221 - 230 |
Sn: Zinn; Cu: Kupfer; Ag: Silber
Lote und Flussmittel
Für das Weich- und Hartlöten von Kupferrohren in der Sanitär- und Heizungsinstallation sind nur eine geringe Anzahl an Weich- und Hartloten sowie dazugehörigen Flussmitteln zugelassen. Diese vom DVGW (Deutscher Verein des Gas- und Wasserfaches e.V.) zugelassenen Lote sind in den Tabellen 1 und 2 und die dazugehörigen Flussmittel in Tabelle 3 aufgeführt.
Tabelle 2: Hartlote nach DIN EN 1044 (DIN 8513) für die Kupferrohrinstallation
Hartlote | Cu | Ag | Zn | Sn | P | Schmelz- |
CP 203 | 93,5 - 94,1 | - | - | - | 5,9 - 6,5 | 710 - 890 |
CP 105 | 90,8 - 92,2 | 1,5 - 2,5 | - | - | 5,9 - 6,7 | 645 - 825 |
AG 106 | 35,0 - 37,0 | 33,0 - 35,0 | 24,5 - 29,5 | 2,5 - 3,5 | - | 630 - 730 |
AG 104 | 26,0 - 28,0 | 44,0 - 46,0 | 22,5 - 27,5 | 2,5 - 3,5 | - | 640 - 680 |
AG 203 | 29,0 - 31,0 | 43,0 - 45,0 | 24,0 - 28,0 | - | - | 675 - 735 |
Cu: Kupfer; Ag: Silber; Zn: Zink; Sn: Zinn; P: Phosphor
Für Kupfer-Kupfer-Lötungen ist bei Einsatz der Kupfer-Phosphor-Lote (CP 203, CP 105) kein Flussmittel erforderlich. Bei Verbindungen von Kupfer an Messing oder Rotguss muss jedoch immer ein Flussmittel eingesetzt werden; die phosphorfreien Lote (AG 106, AG 104, AG 203) werden immer mit Flussmittel verarbeitet.
Tabelle 3: Weichlötflussmittel nach DIN EN 29454 und Hartlötflussmittel nach DIN EN 1045 (DIN 8511) für die Kupferrohrinstallation
Art des Lotes | Lotbezeichnung | Schmelzbereich | Flussmittel | Wirkbereich | ||||
Weichlote | S-Sn97Cu3 | 230 - 250 | 3.1.1 |
| ||||
S-Sn97Ag3 | 221 - 230 | 3.1.2 | 150-400 | |||||
|
| 2.1.2 |
| |||||
Hartlote | CP 203 (L-CuP6) | 710 - 890 |
|
| ||||
CP 105 (L-Ag2P) | 645 - 825 |
|
| |||||
AG 106 (L-Ag34Sn) | 630 - 730 | FH10 (F-SH1) | 550-800 | |||||
AG 104 (L-Ag45Sn) | 640 - 680 |
|
| |||||
AG 203 (L-Ag44) | 675 - 735 |
|
| |||||
Vorbereitende Arbeitsschritte beim fachgerechten Weich- und Hartlöten
Die vorbereitenden Arbeitsgänge zum fachgerechten Weich- und Hartlöten sind gleich.
1. Ablängen
Kupferrohr rechtwinklig zur Rohrachse möglichst mit einem stabilen Teleskop-Rohrabschneider mit Feinvorschub ablängen. Dieser verhindert Deformationen des Rohres und trennt spanlos mit minimalem Innengrat.
2. Entgraten
Nach dem Trennen Rohrenden innen sorgfältig entgraten, um jede Verengung des Rohrquerschnittes zu vermeiden. Beim Ablängen mit einer Säge ist der zusätzlich entstehende Außengrat ebenfalls zu entfernen. Nach dem Entgraten Späne entfernen.
3. Kalibrieren
Anschließend die Rohrenden weicher Kupferrohre mit Hilfe eines Kalibrierringes wieder maßhaltig machen. Dies gewährleistet den für das Löten erforderlichen Kapillarspalt. Für fittinglose Verbindungen sind Kupferrohr-Expander mit Kapillarspaltoptimierung besonders geeignet.
4. Reinigen
Die Lötflächen der zu verbindenden Teile (Rohrenden außen und Fitting bzw. expandierte Rohre innen) mit metallfreiem Reinigungsvlies metallisch blank reinigen. Der evtl. anfallende Abrieb ist zu entfernen.
| Bild 2: Arbeitsgänge beim Weichlöten. |

Arbeitsgänge beim Weichlöten (Bild 2)
1) Auf Rohrende Lotpaste oder Flussmittel gleichmäßig auftragen. Die Verwendung von Weichlotpasten ist vorzuziehen, da beim Erwärmen ein Schmelzen des Weichlotpulveranteiles sichtbar ist und dadurch ein Überhitzen vermieden wird.
2) Rohr und Fitting zusammenstecken.
3) Lötstelle erwärmen. Brenner so einstellen, dass sich ein klar sichtbarer Flammenkegel mit weichem Flammenbild ergibt. Lötstelle gleichmäßig und zügig erwärmen.
4) Sobald die Lotpaste silbrig zu glänzen beginnt, Lotdraht bei abgewandter Flamme hinzufügen, bis eine Hohlkehle sichtbar wird, die anzeigt, dass der Lötspalt gefüllt ist.
5) Nach dem Abkühlen Flussmittelreste entfernen.
6) Vorschriftsmäßige Druckprüfung und Spülung der Rohrleitungen durchführen.
| Bild 3: Arbeitsgänge beim Hartlöten. |

Arbeitsgänge beim Hartlöten (Bild 3)
1) Lediglich bei der Verwendung von Messing- oder Rotgussfittings muss beim Einsatz von phosphorhaltigen Loten Flussmittel auf die Rohrenden aufgetragen werden. Beim Hartlöten von Kupfer-Kupfer-Verbindungen mit phosphorhaltigen Loten ist kein Flussmittel erforderlich. Auch beim Löten mit silberhaltigen Hartloten in der Rohrinstallation ist das gleichmäßige Auftragen von Flussmittel unerlässlich. Ab einem Rohrdurchmesser von 22 mm wird beim Einsatz von flussmittelummantelten Lotstäben die Verwendung von zusätzlichem Hartlötflussmittel empfohlen.
2) Rohr und Fitting zusammenstecken.
3) Lötstelle erwärmen. Brenner so einstellen, dass sich ein klar sichtbarer Flammenkegel mit kräftigem Flammenbild ergibt. Lötstelle gleichmäßig und zügig erwärmen, bis die Werkstoffe kirschrot glühend sind.
4) Hartlot in der Flamme abschmelzen bis der Lötspalt gefüllt ist und dabei mit der Flamme in etwas größerem Abstand das Kupferrohr glühend halten.
5) Nach dem Abkühlen ggf. Flussmittelreste entfernen.
6) Vorschriftsmäßige Druckprüfung und Spülung der Rohrleitungen durchführen.
Tabelle 4: Arbeitstechniken für Installationsbereiche
4 zulässig, x nicht zulässig, l nicht zulässig, von GW2-Änderungen (Merkblatt wird überarbeitet) betroffenInstallationsbereich | Weichlöten | Hartlöten |
Trinkwasser |
|
|
Heizung | 4 | 4 |
Dachrinnen und Regenfallrohre | 4 | 4 |
Stadt-, Erd-, Flüssiggas | x | 4 |
Kälte, Klima | 4 | 4 |
Öl | x | 4 |
Druckluft | x | 4 |
Einsatzgebiete des Weich- und Hartlötens
Für die Kupferrohrinstallation gelten die Verlegevorschriften bzw. Regelwerke von DIN, DVGW (insbesondere Arbeitsblatt GW 2), der Gütegemeinschaft Kupferrohr sowie die Richtlinien der Kupferrohrhersteller. Tabelle 4 gibt einen Überblick über die zugelassenen Arbeitstechniken der einzelnen Installationsbereiche.
Zusätzliche Schriften zum Löten sind z.B.:
![]() "Grundlagen des Hartlötens" und "Grundlagen des Lötens in der Rohrinstallation"; BrazeTec GmbH - Degussa Löttechnik. Beide Hefte gibt es kostenlos unter Tel.: 06181/59-03 oder im Internet www.brazetec.de
"Grundlagen des Hartlötens" und "Grundlagen des Lötens in der Rohrinstallation"; BrazeTec GmbH - Degussa Löttechnik. Beide Hefte gibt es kostenlos unter Tel.: 06181/59-03 oder im Internet www.brazetec.de
![]() "Die fachgerechte Kupferrohrinstallation"; Deutsches Kupferinstitut. Ebenfalls kostenlos unter Tel: 0211/4796-300 oder im Internet www.kupferinstitut.de
"Die fachgerechte Kupferrohrinstallation"; Deutsches Kupferinstitut. Ebenfalls kostenlos unter Tel: 0211/4796-300 oder im Internet www.kupferinstitut.de
*) Hartmut Schmoor, Leiter Brazing Center und Qualitätsmanagement bei BrazeTec GmbH, Hanau
**) Liquidustemperatur: Temperatur, bei der das Lot in flüssiger Form vorliegt.
B i l d e r : BrazeTec GmbH, Hanau
© Alle Rechte beim Strobel-Verlag