
| Ausgabe 2/2000, Seite 8 f. |
Praxis
Das Biegen von Rohren
in der Sanitär- und Heizungsinstallation
Dipl.-Ing. (FH) Dipl.-Wirt.-Ing. (FH) Ralph Langholz
Die alte Fachtugend des Biegens im Installationshandwerk ist in vielen Betrieben lange vernachlässigt worden. Bedingt durch sachfremde Diskussionen um Zulässigkeit und Verbote war es oftmals bequemer, teurere Verbindungstechniken wie z.B. das Löten, Schweißen oder Verpressen einzusetzen. In den letzten Jahren hat sich jedoch ein Wandel vollzogen: Das "Kaltbiegen" von Rohrleitungen setzt sich immer mehr durch. Moderne, einfach zu bedienende Biegemaschinen haben nicht zuletzt dazu beigetragen.
| Bild 1: Stoßbiegemaschine für Stahl- und Edelstahlrohre bis 2". |
Wesentliche Vorteile, die für die Biegetechnik sprechen sind die
![]() Einsparungen an Fittings und somit Materialkostenreduzierung,
Einsparungen an Fittings und somit Materialkostenreduzierung,
![]() Reduzierung der Lagerhaltung und Beschaffungskosten,
Reduzierung der Lagerhaltung und Beschaffungskosten,
![]() Vermeidung von Handlingskosten für die Herstellung von Verbindungen,
Vermeidung von Handlingskosten für die Herstellung von Verbindungen,
![]() Reduzierung potentieller Gefahrenstellen durch die Minimierung der für die Installation erforderlichen Verbindungen,
Reduzierung potentieller Gefahrenstellen durch die Minimierung der für die Installation erforderlichen Verbindungen,
![]() Verbesserung der strömungstechnischen Bedingungen und Verminderung von Fließgeräuschen in der Leitung.
Verbesserung der strömungstechnischen Bedingungen und Verminderung von Fließgeräuschen in der Leitung.
| Bild 2: Handbieger für ziehharte und weiche Kupfer-, Stahl- und Edelstahlrohre. |

Grundregeln beim "Kaltbiegen"
Gemäß den geltenden Regel- und Normenwerken darf der durch das Biegesegment vorgegebene Biegeradius
![]() bei Kupferrohren gemäß DIN EN 1057/DVGW-Arbeitsblatt GW 392,
bei Kupferrohren gemäß DIN EN 1057/DVGW-Arbeitsblatt GW 392,
![]() bei Stahlrohren gemäß DIN 2440/2441 und
bei Stahlrohren gemäß DIN 2440/2441 und
![]() bei Edelstahlrohren gemäß DIN 17455 und DVGW Arbeitsblatt W 541nicht kleiner sein als die in Tabelle 1 genannten Werte.
bei Edelstahlrohren gemäß DIN 17455 und DVGW Arbeitsblatt W 541nicht kleiner sein als die in Tabelle 1 genannten Werte.
Tabelle 1: Biegeradien
Kleinster Biegeradius | ||
Außendurchmesser des Rohres (Nennmaß) D in mm | Kupferrohre | Stahl/ |
6 | 30 | |
8 | 35 | |
10 | 40 | |
12 | 45 | bis DN 25 (1") 3 x |
14 | 50 | Rohraußendurchmesser |
15 | 55 | |
16 | 60 | |
18 | 70 | |
20* | 80 | |
22* | 88 | |
25* | 100 | |
28* | 114 | |
bis DN 50 (2") 3,5 x Rohraußendurchmesser | ||
* Für alle über 18 mm hinausgehenden ziehharten Kupferrohr-Dimensionen und alle über DN 50 mm hinausgehenden Stahlrohre sind keine bindenden Festlegungen getroffen worden. Aus praktischer Erfahrung geht man davon aus, dass in diesen Größen ein Mindestbiegeradius von 4 x Rohrdurchmesser anzusetzen ist.
Seit Februar 1999 dürfen in der Bundesrepublik offiziell halbharte Kupferrohre eingebaut werden. Gleichzeitig wurde für das Fachhandwerk mehr Rechtssicherheit bei der Anwendung moderner Biegegeräte geschaffen. Erstmals wurde dabei das Biegen von Kupferrohren bis 28 mm eindeutig zugelassen und auch die erforderlichen Mindestbiegeradien der Biegegeräte bis zu dieser Nennweite benannt.
Dies gilt insbesondere dann, wenn mit Biegewerkzeugen gearbeitet wird, die technologisch dem heutigen Stand der Technik entsprechen. Gefahren für das Rohr entstehen beim "Kaltbiegen" nur dann, wenn dieser Mindest-Biegeradius unterschritten wird. Aus diesen, in umfangreichen technischen Versuchsreihen ermittelten Werten und Erfahrungen heraus muss jeder Anwender davor gewarnt werden, mit engeren Biegeradien zu arbeiten.
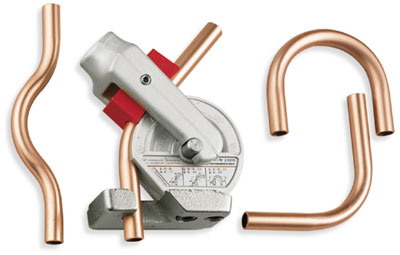
| Bild 3: Ziehbieger, bestehend aus Biegesegment und Gegenelement (Biegeschuh). |
Mit der Einhaltung der Regeln werden schwerwiegende Folgen wie das Reißen des Rohres während des Biegevorganges, die Entstehung nicht sofort sichtbarer feiner Risse am Außenradius sowie die Bildung von Wellenmustern im Innenradius des gebogenen Rohres und somit ungünstige strömungstechnische Bedingungen vermieden.
Für nicht rostende Stahlrohre (Edelstahlrohre) sowie bei Mehrschicht-Verbundrohren wurden durch die gültigen Normenwerke bisher keine Festlegungen zu den einsetzbaren Biegegeräten sowie deren Biegeradien getroffen. Ausgehend von den vorliegenden Erfahrungen und Ergebnissen des langjährigen praktischen Einsatzes der Biegetechnologie kann man - ohne Risiken einzugehen - diese Rohrwerkstoffe mit den gängigen Biegegeräten für Kupferrohre sauber, ohne Anrisse und Wellen im Innenradius, biegen. Die Biegegeräte müssen lediglich für das Biegen dieser Rohre durch veränderte Biegesegmente an die Rohraußendurchmesser angepasst sein.
| Bild 4: Elektro-Ziehbieger für Kupfer-, Stahl- und Edelstahlrohre. |

Die durch die Hersteller der Biegegeräte und -maschinen vorgegebenen Leistungsmerkmale und Einsatzbereiche wie
![]() zu biegende Rohrdurchmesser und Rohrwandstärken sowie
zu biegende Rohrdurchmesser und Rohrwandstärken sowie
![]() zu biegende Rohrwerkstoffe
zu biegende Rohrwerkstoffe
sollten aus diesen Gründen unbedingt berücksichtigt werden.
Die praktische Umsetzung
Es werden zwei grundlegende Biegeverfahren eingesetzt, welche auch maßgebend sind für die zu biegenden Rohrwerkstoffe.
Mittels des sogenannten Stoßbiegens lassen sich ohne Risiken biegen:
![]() weiche sowie halbharte Kupfer-Installationsrohre (auch mit Ummantelung),
weiche sowie halbharte Kupfer-Installationsrohre (auch mit Ummantelung),
![]() weich geglühte, im Lieferzustand ziehharte Kupfer-Installationsrohre,
weich geglühte, im Lieferzustand ziehharte Kupfer-Installationsrohre,
![]() nicht verzinkte Stahlrohre nach DIN 2440/2441 sowie
nicht verzinkte Stahlrohre nach DIN 2440/2441 sowie
![]() Mehrschicht-Verbundrohre.
Mehrschicht-Verbundrohre.
Das Stoßbiegen beschränkt sich somit auf das Biegen weicher Rohrwerkstoffe mit kleinem Rohraußendurchmesser (bis max. 32 mm) sowie bei Stahlrohren nach DIN 2440/2441 auf maximal 3".
Die Geräte bestehen stets aus einem Biegesegment sowie zwei Gegenhaltern, welche speziell auf die zu biegende Rohrdimension abgestimmt sind. Während des Stoßbiegens sollte die nachfolgende Arbeitsfolge berücksichtigt werden:
1. Aufsetzen des Biegesegments, Kontrolle des Sitzes sowie der richtigen Größe,
2. Aufsetzen der Gegenhalter, Kontrolle der Einstellung sowie der richtigen Größe,
3. Einlegen des Rohres, Kontrolle der richtigen Lage und der Lage von Biegemarkierungen am Nullpunkt des Biegegerätes,
4. Biegen des Rohres bis zum gewünschten Maß unter Berücksichtigung der materialeigenen Elastizität (Rückfederungseffekt),
5. Entspannen des Biegers durch die Bewegung des Biegesegments in die Ausgangsposition und Entnahme des Rohres.
Mittels des sogenannten Ziehbiegens lassen sich ohne Risiken biegen:
![]() weiche (R220) sowie halbharte (R250) und ziehharte (R290) Kupfer-Installationsrohre,
weiche (R220) sowie halbharte (R250) und ziehharte (R290) Kupfer-Installationsrohre,
![]() nicht verzinkte Stahlrohre nach DIN 2440/2441,
nicht verzinkte Stahlrohre nach DIN 2440/2441,
![]() ummantelte Weichstahlrohre,
ummantelte Weichstahlrohre,
![]() harte, nicht rostende Installations-Stahlrohre.
harte, nicht rostende Installations-Stahlrohre.
Das Ziehbiegen ermöglicht durch die spezielle Technologie das Biegen harter Rohrwerkstoffe in kaltem Zustand. Die zu biegenden Außendimensionen werden lediglich durch die technisch und maschinell zu realisierenden Biegeradien begrenzt.
Ziehbieger bestehen stets aus einem Biegesegment sowie einem Gegenelement, dem sogenannten Biegeschuh, der speziell auf die zu biegende Rohrdimension abgestimmt ist. Während des Ziehbiegens sollte die nachfolgende Arbeitsfolge berücksichtigt werden:
1. Aufsetzen des Biegesegments, Kontrolle des Sitzes sowie der richtigen Größe,
2. Einlegen des Rohres, Kontrolle der richtigen Lage und der Lage der Biegemarkierung am Nullpunkt des Biegegerätes,
3. Aufsetzen des Biegeschuhs, Kontrolle des Sitzes,
4. Biegen des Rohres bis zum gewünschten Maß unter Berücksichtigung der materialeigenen Elastizität (Rückfederungseffekt),
5. Entspannen des Biegers durch die Bewegung des Biegeschuhs in die Ausgangsposition und Entnahme des Rohres.
| Bild 5: Biege-Schieblehre. |
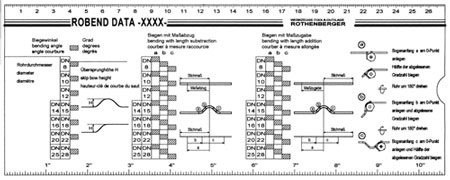
Dank intensiver Forschungs- und Entwicklungsarbeit einiger Rohrbiege-Werkzeughersteller, wie z.B. der Firma Rothenberger, ist es heute möglich, mit Hilfe von Biegetabellen und Biege-Schieblehren, auch ohne Kenntnis und Einsatz mathematischer Berechnungen, mit einer hohen Maßgenauigkeit und minimiertem Materialverlust kontinuierlich zu biegen.
Technisch und auch praxisbezogen stellt das "Kaltbiegen" heute eine allgemein anerkannte Technologie dar, die ohne erhöhtes Risiko dem SHK-Installateur eine deutliche Einsparung von Formstücken und damit von Materialkosten ermöglicht.
B i l d e r : Rothenberger, Kelkheim
© Alle Rechte beim Verlag